In this blog we will be learning about SMED and how to implement it.
The basic principle of Lean manufacturing is to increase the competitiveness of
companies by reducing costs. This philosophy seeks to get as close to the optimum as
possible, that is, to spend only what is indispensable of what adds value to the product.
In this sense the Lean manufacturing simply intends to remove all the possible waste.
The principles of Lean are all focused on process improvement, which ultimately leads
to improved efficiency and this leads to higher profitability. One of the building blocks of
Lean relates to the rapid setup. The faster the setup times, the less equipment
downtime since waiting is part of the seven Muda (waste) of a production environment.
What is SMED
SMED is a set of techniques belonging to Lean manufacturing that aim to reduce the
setup time of a machine. When properly applied, it allows machines to take less time to
attach, giving more flexibility to the line.
SMED, also known as Quick Changeover of Tools, can be applied in any industrial unit
and to any machine. It is defined as the minimum amount of time necessary to change
the type of production activity. Thus, it takes into consideration the moment in which the
last piece of a previous lot was produced vis-à-vis the first piece produced by the
subsequent lot (Shingo, 1985).
Why the SMED is required?
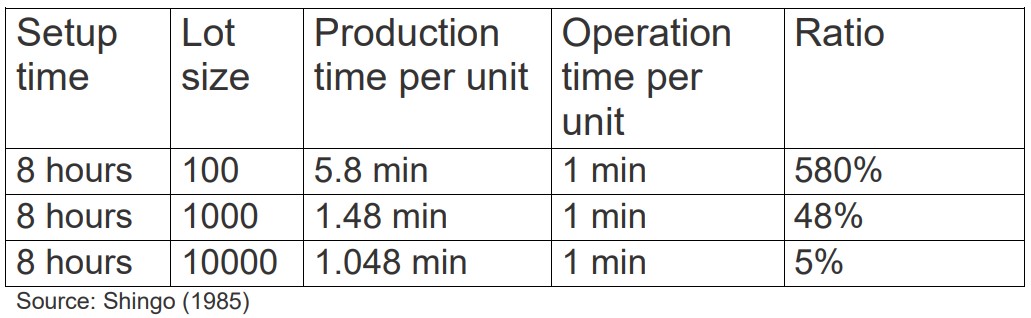
From the above example we can see that when our lot size increases, production to
operation time ratio decreases. But in this highly competitive market era every company
wants to increase the variety of products and wants to minimize the lot size as much as
possible.
So, for the small lot size it is necessary that the die changeover time should be not high
other wise it effects the production time and the cost of the product.
Steps in SMED
- Observing and Recording.
- Separation between internal and external tasks.
- Internal tasks: activities performed during the change operation while the
machine is in downtime. - External Tasks: activities performed before the change operation, not made in the downtime period.
- Internal tasks: activities performed during the change operation while the
- Converting the maximum number of internal tasks into external tasks. Streamlining all the possible tasks.
- Documenting internal and external procedures.
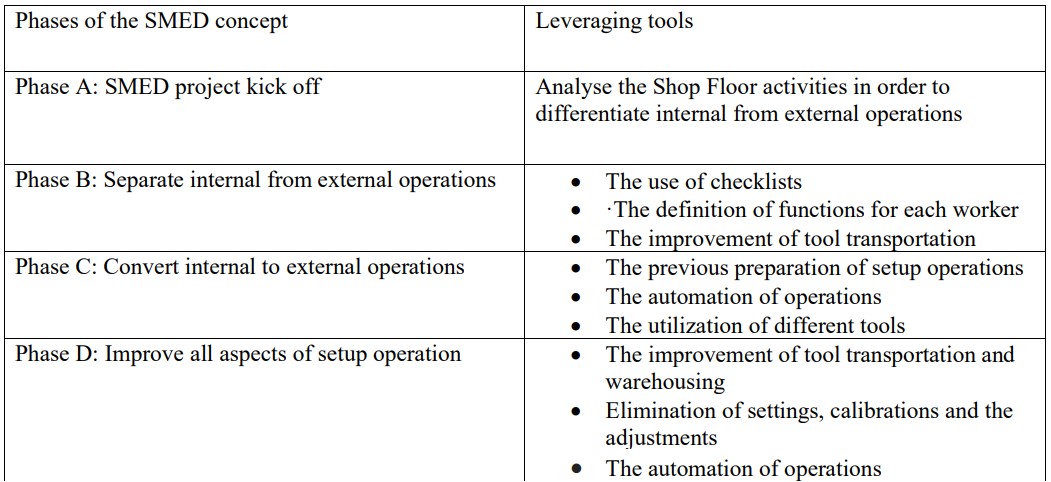
Phases in SMED
 Industry 4.0 is fast transforming how businesses manage their key functions. Digitalization aided by disruptive new technologies such as IoT, AI, big data & analytics, machine learning, automation and robotics, cloud computing, blockchain, 3D printing, etc. and the explosive growth of smart devices is leaving no segment of the business untouched.
Industry 4.0 is fast transforming how businesses manage their key functions. Digitalization aided by disruptive new technologies such as IoT, AI, big data & analytics, machine learning, automation and robotics, cloud computing, blockchain, 3D printing, etc. and the explosive growth of smart devices is leaving no segment of the business untouched. 



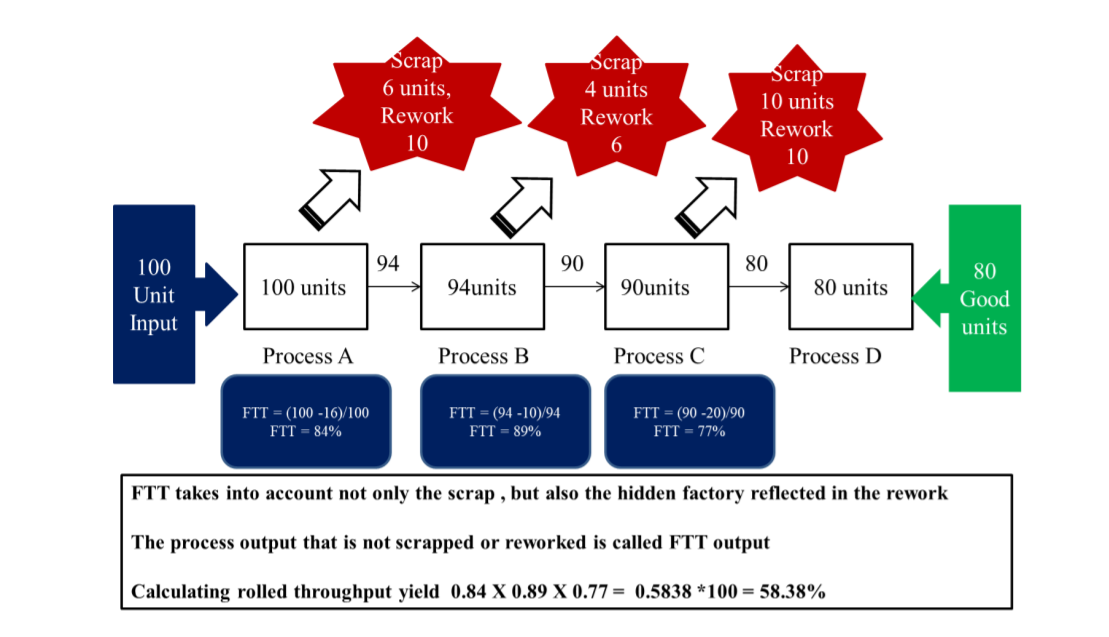
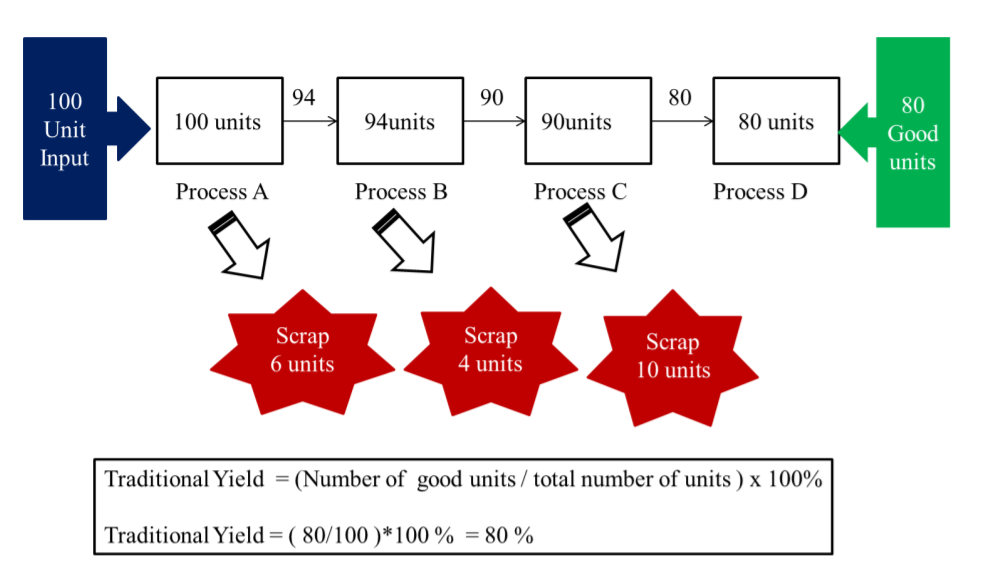 80% yield may sound great, we have calculated the yield only based on final scrap items, we haven’t considered the rework included. FTT will help us in calculating the hidden cost (rework) of manufacturing.
80% yield may sound great, we have calculated the yield only based on final scrap items, we haven’t considered the rework included. FTT will help us in calculating the hidden cost (rework) of manufacturing.