Packaging plays a crucial role in the cosmetics industry, serving as the first point of contact between consumers and products. It not only protects the contents but also communicates brand identity, influences purchasing decisions, and contributes to the overall user experience. In this article, we delve into the intricacies of packaging cosmetics, exploring the fusion of design and functionality in this dynamic field.
-
• The Importance of Packaging:
In the competitive world of cosmetics, packaging serves as a powerful marketing tool. Eye-catching designs and innovative packaging can attract consumers’ attention, differentiate products from competitors, and convey brand values. Moreover, packaging contributes to brand recognition and recall, fostering brand loyalty among consumers.
-
• Functionality:
While aesthetics is important, functionality is paramount in cosmetics packaging. Containers must effectively preserve the integrity of the product, protecting it from environmental factors such as light, air, and moisture that can degrade its quality. Additionally, packaging should facilitate ease of use, ensuring that consumers can dispense and apply products efficiently.
-
• Materials:
The choice of materials is critical in cosmetics packaging, as it impacts both sustainability and product preservation. Glass and plastic are commonly used due to their versatility, but advancements in sustainable packaging have led to the adoption of eco-friendly materials such as bioplastics and recycled plastics. Additionally, the rise of refillable and reusable packaging reflects a growing commitment to environmental responsibility within the industry.
-
• Design Trends:
Cosmetics packaging is subject to evolving design trends influenced by factors such as consumer preferences, cultural shifts, and technological advancements. Minimalist designs with clean lines and muted colors have gained popularity, reflecting a desire for simplicity and sophistication. Personalization and customization are also on the rise, allowing brands to cater to diverse consumer preferences and foster emotional connections.
-
• Innovation:
The cosmetics industry is continuously evolving, driving innovation in packaging design and technology. From airless pumps that prolong product shelf life to smart packaging equipped with NFC tags for product authentication, advancements aim to enhance user experience and meet consumers’ evolving needs. Additionally, digital integration, such as augmented reality (AR) packaging, offers interactive experiences that engage and captivate consumers.
-
• Regulatory Considerations:
Compliance with regulations is essential in cosmetics packaging to ensure product safety and consumer protection. Packaging materials must meet stringent standards to prevent contamination and adverse reactions. Moreover, labeling requirements, including ingredient lists and usage instructions, must be clearly communicated to consumers to enable informed purchasing decisions.
-
• Conclusion:
Packaging plays a multifaceted role in the cosmetics industry, blending aesthetics with functionality, sustainability, and regulatory compliance. As consumer preferences and industry trends continue to evolve, cosmetics brands must innovate in packaging design and technology to stay competitive while meeting the growing demand for sustainable and user-centric solutions. By embracing creativity, functionality, and responsible practices, cosmetics packaging will continue to shape the consumer experience and drive brand success in the dynamic beauty landscape.
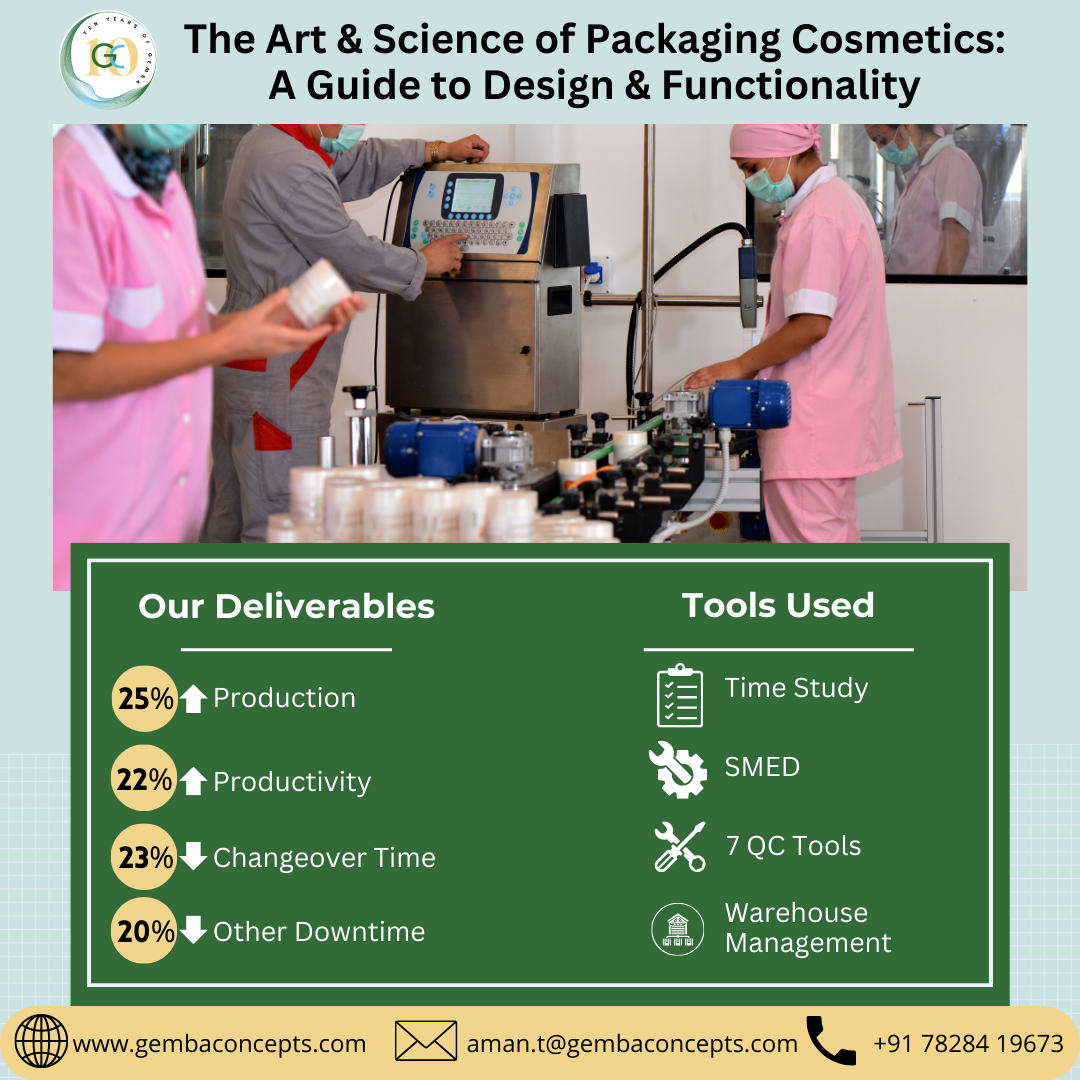
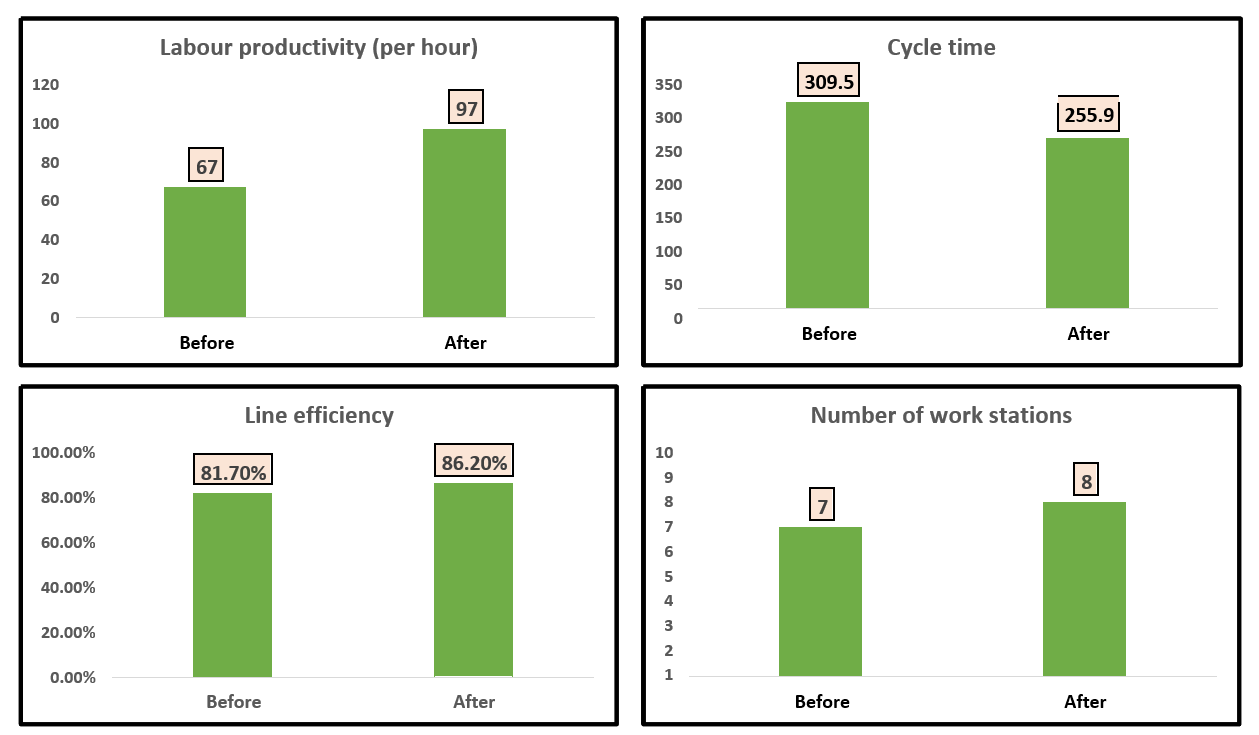
Team Gemba has worked with numerous clients from the packaging industries. We have been supporting a few of India’s leading print packaging solutions providers by deploying powerful lean tools such as MIS, OEE, MTBF, Warehouse Management, Lean Methodology, & 7QC tools, etc. By deploying these tools we have delivered unprecedented productivity improvements, wastage minimizations, OEE enhancement, and streamlining changeover times. For more information, check the image attached below. Join us on this transformative journey towards unparalleled excellence!