
Lean Facility Layout Planning: The Catalyst for Transformation
As a Lean Practitioner, whenever I visit a factory for the first time my initial observation is always excess material movement on the shop floor. That is why before starting any improvement journey, mapping the process flow and the spaghetti diagram is the first step that is taken. The objective is to identify the scope of improving throughput by establishing a well-planned facility layout.
An unplanned factory layout planning results in major wastes like transportation, waiting, and Inventory. A proper factory layout impacts the throughput time and boosts productivity, and worker morale & reduces unevenness in work & stress. So basically, it acts as a direct action against the three wasteful practices, Muda, Mura & Muri.
What is a Lean Facility Layout?
Lean Facility Layout is a systematic approach used in designing the production facility or warehouse which is based on the principles of Lean Manufacturing. The focus is on creating a flow that has no unnecessary steps, or activities, one that adds “Value” to the Product that is manufactured. A lean facility layout emphasizes easy-to-adapt and flexible workplace operations.
What do you need?
Always get a clear understanding of your processes. Whether you are planning a new facility, or refining the existing one, it is very important to identify the pain areas in all processes of your facility. These could be directly or indirectly related to Manpower, Machine, Method, or Material. Interact with the shop floor workers and get their opinion on the current Operations. You need to be very clear on the strategic requirements of your organization.
The Approach
A planned facility layout should take care of the following things: –
- 1. Space Utilization: Material stored horizontally on the floor is a common picture in the shop floor, & in most cases, there is clear vertical space available that can be utilized by implementing vertical material storage solutions.
- 2. Material Movement: Long material movement results in longer lead times, lower throughput time, and Productivity loss and creates uneven and stressful plant operations. A well-planned facility will ensure higher throughput, least lead time & optimize Productivity. This will reduce manpower costs and overall operational expenses.
- 3. Space for all: Area allocation for Maintenance, RND, QA, Rejections (Incoming and internal), Daily Plant Meetings (PPC and Quality), Segregation in the storage of Material (Incoming, FG, Buffer), etc will give a clearer shop floor picture to Managers, Customers, & Auditors of all activities well managed & sorted. Also, machines should be placed with enough clearances around for maintenance checks, repairs, part replacements, lubrication & cleaning.
- 4. Inventory: Machine-wise storage area for WIP (segregated as IP & OP), Supermarkets (to control inventories), Centralised trolley storage, Packing Material Storage, FG Area, and Hold Area. All these help in maintaining & controlling inventories across the facility. Non-moving material, rejections are brought to the notice of the management & decisions are made faster on the disposal of these materials, and lesser inventory means more profits.
- 5. Visual Management: The most efficient tool for communicating across the shop floor is Visual Management. Your Layout should have machines, areas, storage, walkways, and gangways Visually Identified. Not just this, it also helps in communicating standard procedures, highlighting problems, and bringing consistency & transparency to work.
- 6. Improved Worker Morale: With smooth material flow, sequenced machine areas, and well-managed inventories there remains a very low chance of ergonomic stress on workers, which boosts their productivity and helps in nurturing the Process Excellence culture in the shop floor.
- 7. A plant layout should also ensure safety standards are followed. Power units, cables, hazardous chemical storage, etc. should be isolated from the Operational areas. Effective use of safety shoes, PPEs, etc. should be promoted by using Visual Management tools. Such factors while planning a facility will help in sustaining a Safe factory culture.
- 8. Flexibility: Keeping in mind the Plant operations, one should analyze whether there are multiple SKUs. Do all the SKUs have standard processes or there are multiple process routes? If the demand is not steady, the layout should be planned considering the excess capacity requirements.
- 9. A detailed diagnostic study of the existing state should determine the requirements before Planning the facility, and the final layout should be flexible to changes, the mentioned constraints should be taken care of.
- 10. Visibility: Plant layout should be planned in a way that the machines and ongoing activities are part of the value chain and should always be observable. The arrangement of departments, offices/cabins should be made in such a way that the shop floor is easy to supervise.
Types of Facility Layout?
While you plan a facility layout, it is necessary to understand what ideally fits you the best. To begin with, one has to understand 4 major types of layouts and relate those with the Operations of the Plant in mind.
- 1. Product Layout: Plant, where there are large volumes & standardized products involved, with very few SKUs, a Product Layout, is the ideal choice. Product layout or the Assembly Line has workstations arranged in a sequential way where the RM enters the line, and at the end of the line, you get the finished Product. A product layout is usually in a U shape or a straight line.
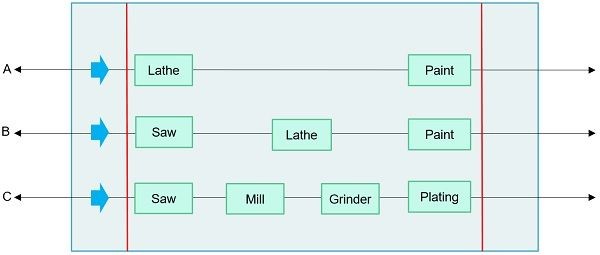
Figure 1 Ref: https://keydifferences.com/
- 2. Process Layout: A process layout is one where machinery, equipment, or workstations with the same process/functions are grouped together. Basically, equipment with similar functions is combined at one location. Ex. All the welding activities for a Panel manufacturer are grouped in one common area.
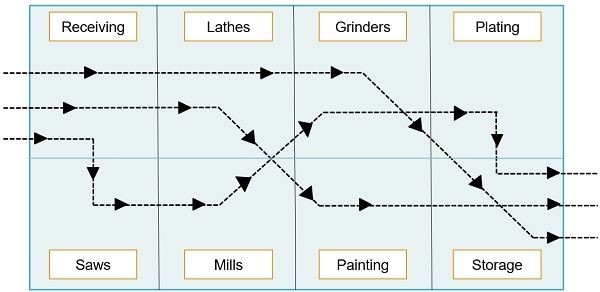
Figure 2 Ref: https://keydifferences.com/
- With this approach, you can establish a Plant with a functional arrangement of the layout, where the Product will move to different areas as per its process route & then finally get finished at the common assembly or FG area/process. A plant with non-standardized products should opt for such a layout.
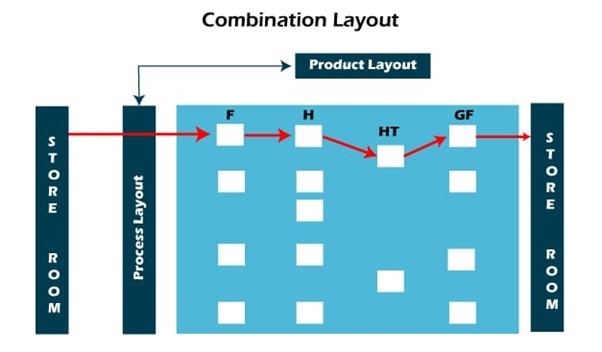
Figure 3 Ref: https://www.javatpoint.com/types-of-layouts
- 3. Combination Layout: When there are multiple types of products & the quantities are on the higher side, Process layouts arranged in a line in a sequential manner are implemented. Simply the machines performing similar functions are grouped, and these groups are arranged in sequences to manufacture products of different specifications in large quantities.
Well, the question arises here. How to do it?
The systematic way to begin with would be as follows: –
- 1. Define the objectives: Understand the strategic requirements of the organization & define the key milestones to achieve.
- 2. Current State Mapping: Map the existing procedures, manpower, equipment, capacity & storage requirements.
- 3. Material Flow Analysis: If it is a re-layout activity, prepare a spaghetti diagram of the material movements, and measure the distance traveled for runner items. Analyze the flow of the material & target measure Non-Value adding, zigzag, reverse movements of material that are wasteful & avoidable.
- 4. Space Allocation: Understand the architectural drawing of the plant, and understand the limitations with respect to pillars, walls, or other obstacles. Brainstorm with key stakeholders and note down their requirements, priorities, and constraints. Allocate tentative areas for machines, processes, storage, etc. Make sure future expansion plans are considered while doing this.
- 5. Dimensioning: Note machine dimensions & clearances required, storage equipment dimensions, and gangway width required.
- 6. Design: Start plotting machines as per factors studied one by one. Focus on a particular stage of the manufacturing process. It might involve 2-3 machines and a storage area. The next step is to check clearances around the machine, & prediction of possible constraints. With this approach start following the process route & go on the plotting machine. One has to understand that once a tentative layout is done, multiple constraints, & ideas will be visible.
- 7. Brainstorming in Design: The first tentative plan will highlight multiple constraints, also it will give out many ideas. Constraints might be related to material movement, storage, operating space, material handling equipment, etc. Categorizing the constraints in multiple ways will help in finding solutions, and in this way, multiple layout options can be developed.
- 8. Future State: Create a “to be” spaghetti diagram for key products & check the material travel distances reduced for each layout, comparing with the current state. Highlight the top 3 cases with a major reduction in movement. These are the layouts you have to focus on.
- 9. Feasibility check: Once you have 4-5 options on paper, then it’s time to review these with the stakeholders. At this stage, you have to check the most feasible layout as per current & future demand. Stakeholders can give deeper insights into possible challenges.
Conclusion
Space utilization, higher throughput, reduced inventories, reduced material handling costs, improved safety & high worker morale are your key milestones. As we are into the World Class Manufacturing Era, these are the milestones that will take you toward the goal that is Lean Facility Layout, and by the way the goal is just the first step towards Process Excellence or Lean Manufacturing. Because it is not the destination, it is the pursuit of “Continuous Improvement”.