What is Root Cause Analysis?
The Root Cause Analysis (RCA) is a technique that allows people to determine the reasons why a particular problem has occurred.
This technique identifies the source of the problem using precise steps and tools so that necessary steps can be taken in the future to avoid the problem from happening again. The root cause analysis is done in a systematic way. It involves different steps such as describing the existing problem, collecting the necessary data linked with the problem, identifying possible causes, identifying causes that need to be addressed to prevent the problem from recurring, identifying solutions, implementing changes, and observing the changes.
This particular tool can analyze a particular system at once. This is often used in complicated systems when multiple problems exist, and it is important to immediately get to the root cause of the problem. The current reality tree is created by listing all the undesirable events and problems observed in a particular process.
RCA is an important problem-solving tool used in quality improvement. It is one of the most useful tool in lean Six Sigma process improvement projects.
Basically, in the DMAIC approach the 3rd phase analyse is all about analyzing the data and finding cause of problem so in that phase RCA is used to identify the root cause of problems.
RCA is not a single person approach, it is completely a team-based approach where a team of 3-4 members come together and focus on finding the root cause of the problem where they use a lot of different tea, decision-making techniques.
So that this team-based activity produces good results with consensus of all team member. Now let’s see the three basic types of causes because of which all the problem happen
There are three basic types of cause:
- 1. Physical causes– Tangible, material items failed in some way (for example, a car’s brakes stopped working).
- 2. Human causes– People did something wrong or did not do something that was needed. Human causes typically lead to physical causes (for example, no one filled the brake fluid, which led to the brakes failing).
- 3. Organizational causes– A system, process, or policy that people use to make decisions or do their work is faulty (for example, no one person was responsible for vehicle maintenance, and everyone assumed someone else had filled the brake fluid).
How to perform Root Cause Analysis
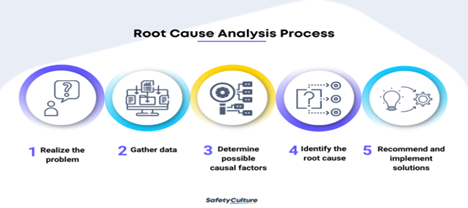
The 1st step of RCA is to identify the problematic situation and then analyze that situation to understand what’s happening there, and what are the different factors that are impacting the problematic area.
-
2. Gather data.
A critical step in root cause analysis is the collection of relevant data about an incident or a problematic event. Documenting all the characteristics and specifications of the event will help you answer questions like What are the contributing factors? When did the problem occur? Is it a repeating event? What is the observed impact?
-
3. Determine possible causal factors.
Creating a sequence of events is important to identify causal factors that can contribute to the observed problem or event. The project team tasked with the analysis of the problem should establish a timeline of events and brainstorm as many potential causal factors as possible by asking “Why?” questions. Using a causal graph, for instance, helps to visually represent the connection between events and enables tracking of the root cause.
-
4. Determine the Root Cause of the Problem
This is the time to identify as many causes as possible. The analysis team can use techniques such as the 5 Whys, Fishbone analysis, or Pareto chart to narrow down the potential underlying cause or causes of the problem and the major contributing factors. During this phase, stakeholders and other relevant teams should be involved.
-
5. Prioritize the Causes
Once the root causes are established, they need to be prioritized and tackled accordingly. To determine which cause or challenge to address first, the analysis team needs to assess what is the impact of the cause – the higher the impact, the greater its priority. Another point when prioritizing root causes is the number of causal factors triggered by a specific challenge – the greater the number of causal factors, the greater the impact of the root cause is and yields immediate addressing.
-
6. Solution, Recommendation, and Implementation
Next step upon establishing root causes and their prioritization is finding solutions to the problem and their implementation. Brainstorming is a great way to attempt and come up with a variety of potential solution scenarios. Another approach is interviewing as many people as possible. Gathering input as well as the implementation of the solution requires involvement from everyone. On one hand, every recommendation counts, and on the other, a successful implementation is the one that sticks with everyone affected.
6 Popular root cause analysis tools
The ultimate goal of root cause analysis is to find out the root cause of the problem and organize all the cause as per their impact on the problem and then action to prevent those problems from happening again.
In this entire process of finding the root cause of the problem, RCA uses 6 powerful tools.
1. 5 Whys Analysis
The 5 Whys is a method that uses a series of questions to drill down into successive layers of a problem. The basic idea is that each time you ask why, the answer becomes the basis of the next why. It’s a simple tool useful for problems where you don’t need advanced statistics, so you don’t necessarily want to use it for complex problems.
One application of this technique is to more deeply analyze the results of a Pareto analysis. Here’s an example of how to use the 5 Whys:
Problem: Final assembly time exceeds target
- -> Why is downtime in final assembly higher than our goal? According to the Pareto chart, the biggest factor is operators needing to constantly adjust Machine A
- -> Why do operators need to constantly adjust Machine A? Because it keeps having alignment problems
- -> Why does Machine A keep having alignment problems? Because the seals are worn
- -> Why are Machine A’s seals worn? Because they aren’t being replaced as part of our preventive maintenance program
- -> Why aren’t they being replaced as part of our preventive maintenance program?
2. Failure Mode and Effects Analysis (FMEA)
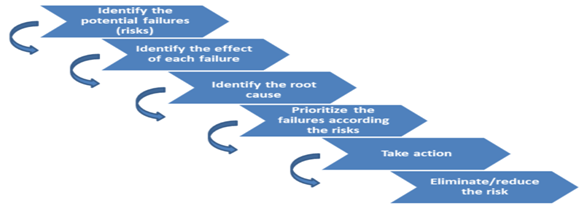
The failure mode and effects analysis (FMEA) is a technique that is used to determine the failures within a particular system. A lot of companies use this RCA tool to find out which parts of the processes are faulty so that they can be corrected. It also determines the number of times the failure occurs, the actions implemented by the organization to prevent the failure from recurring, and determining areas, where actions taken, were effective. This tool is often done every time a new process or product is generated.
An FMEA chart outlines:
- -> Potential failures, consequences and causes
- -> Current controls to prevent each type of failure.
Severity (S), occurrence (O) and detection (D) ratings that allow you to calculate a risk priority number (RPN) for determining further action
3. Fault Tree Analysis

The fault tree analysis is another method of determining the root cause of a particular problem. It uses Boolean logic to determine the cause of the problem in any undesirable event. As the name implies, this tool involves creating a diagram that looks like trees where all potential causes are written down as branches.
4. Fishbone Diagram
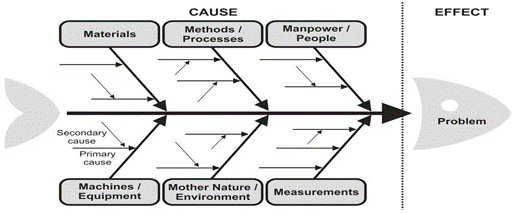
Also called the Ishikawa diagram, a fishbone diagram is a useful tool in conducting root cause analysis. Similar to the fault tree diagram, it is named after its shape–a fishbone–and is used to group causes into different sub-categories like methods, measurements, materials and many others for easier determination of the cause.
5. Pareto Charts
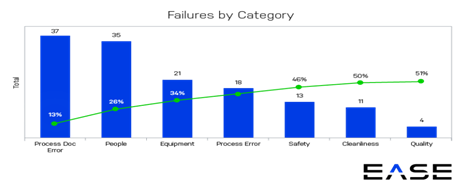
A Pareto chart is a histogram or bar chart combined with a line graph that groups the frequency or cost of different problems to show their relative significance. The bars show frequency in descending order, while the line shows cumulative percentage or total as you move from left to right.
The Pareto chart example above is a report from layered process audit software that groups together the top seven categories of failed audit questions for a given facility. Layered process audits (LPAs) allow you to check high-risk processes daily to verify conformance to standards. LPAs identify process variations that cause defects, making Pareto charts a powerful reporting tool for analyzing LPA findings.
Pareto charts are one of the seven basic tools of quality described by quality pioneer Joseph Juran. Pareto charts are based on Pareto’s law, also called the 80/20 rule, which says that 20% of inputs drive 80% of results.
6. Scatter Plot diagram
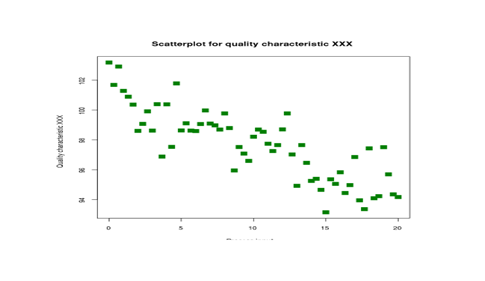
A scatter plot or scatter diagram uses pairs of data points to help uncover relationships between variables. A scatter plot is a quantitative method for determining whether two variables are correlated, such as testing potential causes identified in your fishbone diagram.
Making a scatter diagram is as simple as plotting your independent variable (or suspected cause) on the x-axis, and your dependent variable (the effect) on the y-axis. If the pattern shows a clear line or curve, you know the variables are correlated and you can proceed to regression or correlation analysis.
References:
- 1. ease.io/5-root-cause-analysis-tools-for-more-effective-problem-solving/
- 2. https://www.6sigma.us
- 3. https://ashwinmore.com/how-root-cause-analysis-can-help-you-solve-complex-problems/
- 4. https://kanbanize.com/lean-management/lean-manufacturing/root-cause-analysis/perform.
- 5. https://www.mindtools.com/ag6pkn9/root-cause-analysis