
Total Productive Maintenance
In this blog we will be looking at brief introduction to Total Productive Maintenance and how to do it,
With help of this you can learn what is TPM all about.
So let’s get in to details of it.
What is TPM?
Total productive maintenance (TPM), a resource-emphasized approach moves the paradigm of maintenance by putting emphasis on total employee involvement in the maintenance activities. Operators and all employees should be actively involved in a maintenance programme that enable to avoid any disruptions, breakdowns, stoppages, failures, and so forth in order to improve manufacturing performance
TPM originated in the Japanese industrial sector. Its aim is to help maintain and improve production systems. TPM tackles this across a full spectrum, involving all employees at all levels in the maintenance and servicing of their organization’s equipment and machinery.
Applying the principles properly will help you minimize the likelihood of equipment failures and maximize productivity and continuity. What’s more, TPM helps raise awareness among employees about technology, safety, and the environment because it instils a sense of ownership of the equipment and machinery they work with on a daily basis.
The TPM concept was developed to support (JIT)
You can’t be lean if you don’t have reliable equipment
TPM History
TPM is a innovative Japanese concept. The origin of TPM can be traced back to 1951 when preventive maintenance was introduced in Japan. However the concept of preventive maintenance was taken from USA. Nippondenso (of Toyota group) was the first company to introduce plant wide preventive maintenance in 1960.
Thus Nippondenso which already followed preventive maintenance also added Autonomous maintenance done by production operators.
Hence this preventive maintenance along with Employee Reliability making a better productive culture turned into Productive Maintenance concept.
Nippondenso of the Toyota group became the first company to obtain the TPM certification.
TPM Pillars
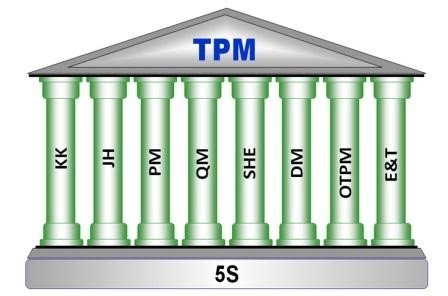
Autonomous Maintenance
Also Called as Individual Improvement and Jishu Hozen
- Objective:- Operator has to be self-responsible for its machine / equipment.
- AM Steps
| Step 0 :- Cleaning and Identification of Abnormalities |
| Step 1 :- Correction of Abnormalities and Starting of OEE Measurement |
| Step 2 :- Identification & Improvement in HTAA and SOC Standards |
| Step 3 :- Achieve OEE desired level by Continual Improvements |
Focused Improvement
- Also Called as Kobetsu Kaizen
- Objective:- Reduction of Such losses which are leading to decrease our 6M efficiency.
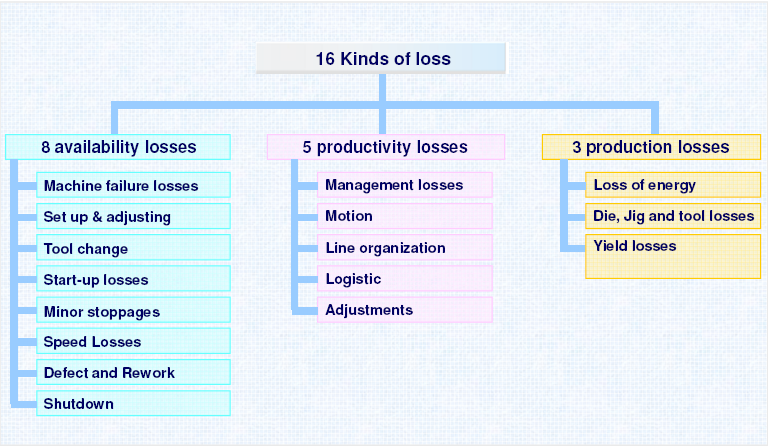
- Losses Categorization:- There are 16 losses in FI/KK which are divided into 3 categories.
- Category 1 :- Equipment Related Losses = 8 Losses
- Category 2 :- Manpower Related Losses = 5 Losses
- Category 3 :- Resource Consumption Related Losses = 3 Losses
- Total Losses = 16 Losses.
Planned Maintenance
- Also Called as Preventive Maintenance
- Objective:- Reduction and Elimination of Breakdowns or any other downtimes caused by machine / equipment.
- Types of Maintenance:- There are 3 types of Maintenance which results into reduction and elimination of Breakdown maintenance.
- 1 :- Time based Maintenance = ( Preventive maintenance with timely planning machine wise)
- 2 :- Condition based Maintenance = (Machine / Equipment showing signs that it needs maintenance)
- 3 :- Reliability Centered Maintenance = (An approach to reduce CBM and transfer the same to TBM)
- What If Breakdown Happens
- Firstly correction action is to be taken for making the machine back in running condition (Containment Action)
- Contingency Plan :- CAPA = Corrective Action : Preventive Action
- Steps Under CA :-
- To prepare a core team for solving the proble
- m occurred.
- Problem Statement is to be discussed among team
- RCA is to be done on the problem phenomena.
- Countermeasure is to be prepared and implemented.
- Trial and Performance run is to be done for about a limited time (Time depends upon the level of problem)
- After Success, Solution needs to be added in TBM Checklist for timely inspection of the same.
- Steps Under PA :-
- Globalize the Solution on the machines where same working nature exists or same problem may occur. (Horizontal Deployment).
Quality Maintenance
- To move from Quality control to Quality Assurance.
- Objective:- Reduction and Elimination of Defects, Making Process so robust that it will be produce FTR products with Zero defects.
- Steps involved in QM:-
1 :- To Check the Process from Raw Material (Input)
2 :- To Identify and Validate the Critical parameters of Raw material and Throughput w.r.t. Customer Demand (Output)
3 :- Quality Maintenance Matrix is to be made for Regular check (Sustenance)
Safety, health and environment
Objective:- To provide a safe and healthy environment to employee for his/ her well being.
- What to do in Safety :-
- Safety hazards (Near miss and Leads to near miss) to be identified and recorded.
- HIRA (Hazard identification risk assessment) is to be done on every equipment for zero accidents assurance on Shop floor.
- PPE’s (Personal Protective Equipment’s) are to be provided to each and every employee.
- Visual Management regarding safety is to be done.
- PPE matrix is to be made machine wise.
- LOTO (Lock out Tag out) is to be done if any machine is under maintenance or any area where work is under progress.
- One Assembly point is required for gathering of each employee (if there is a chance of any mis-happening in the plant premises).
- What to do in Health :-
- To keep human being healthy is the main objective.
- Periodic Food and water checkup list is to be prepared and implemented.
- Periodic checkup of each employee in OHC (Occupation health center) should be implemented.
- Ergonomic study on shop floor should be conducted by Safety and Health department and resources should be provided to employee for ergonomic satisfaction.
- What to do in Environment :-
- To Check each machine various hazardous gaseous emission through chimneys while producing output via gas emission detectors.
- To Check for Air Pollution, Water Pollution, Noise Pollution and Land Pollution with Environment engineer on periodic bases and to take necessary steps against any Non-Conformance.
Article By:- Vallabh Gawade