
Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness (OEE) is a term coined by Seiichi Nakajima in the 1960s to evaluate how effectively a manufacturing operation is utilized.
OEE (Overall Equipment Effectiveness) is the gold standard for measuring manufacturing productivity. Simply put – it identifies the percentage of manufacturing time that is truly productive. An OEE score of 100% means you are manufacturing only good parts, as fast as possible, with no stop time. In the language of OEE, that means 100% Quality (only good parts), 100% Performance (as fast as possible), and 100% Availability (no stop time).
Measuring OEE is a manufacturing best practice. By measuring OEE and the underlying losses, you will gain important insights on how to systematically improve your manufacturing process. OEE is the single best metric for identifying losses, benchmarking progress, and improving the productivity of manufacturing equipment (i.e., eliminating waste). OEE measurement is also commonly used as a Key Performance Indicator (KPI) in conjunction with lean manufacturing efforts to provide an indicator of success.
TEEP (Total Effective Equipment Performance) is a performance metric that provides insights as to the true capacity of your manufacturing operation. It takes into account both Equipment Losses (as measured by OEE) and Schedule Losses (as measured by Utilization).

TEEP is calculated by multiplying four factors: Availability, Performance, Quality, and Utilization.
Let’s briefly contrast OEE and TEEP:
- OEE measures the percentage of Planned Production Time that is truly productive.
- TEEP measures the percentage of all time that is truly productive.
Total Effective Equipment Performance (TEEP) measures OEE against all calendar hours, i.e., 24 hours per day, 365 days per year. TEEP, therefore, reports the ‘bottom line’ utilization of assets.
The 4 underlying metrics provide understanding as to why and where the OEE and TEEP gaps exist:
- Utilization: The portion of the TEEP metric that represents the percentage of total calendar time that is actually scheduled for operation.

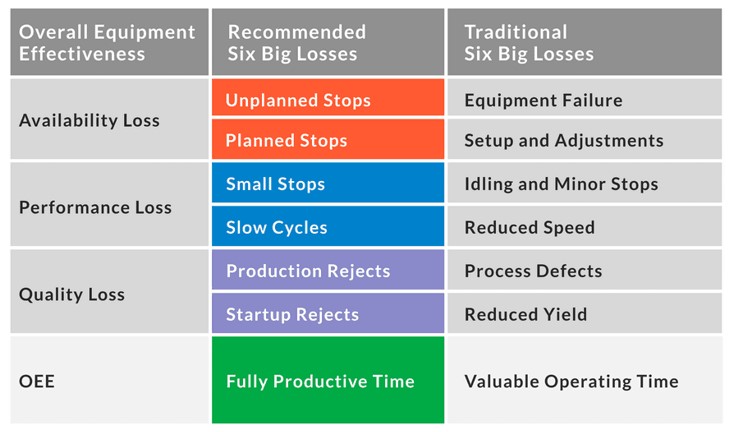
- Availability: Availability takes into account Availability Loss, which includes any events that stop planned production for an appreciable length of time.

- Performance: Performance takes into account Performance Loss, which accounts for anything that causes the manufacturing process to run at less than the maximum possible speed when it is running (including both Slow Cycles and Small Stops).

- Quality: Quality takes into account Quality Loss, which accounts for manufactured parts that do not meet quality standards. The portion of the OEE metric that represents the good units produced as a percentage of the total units started.

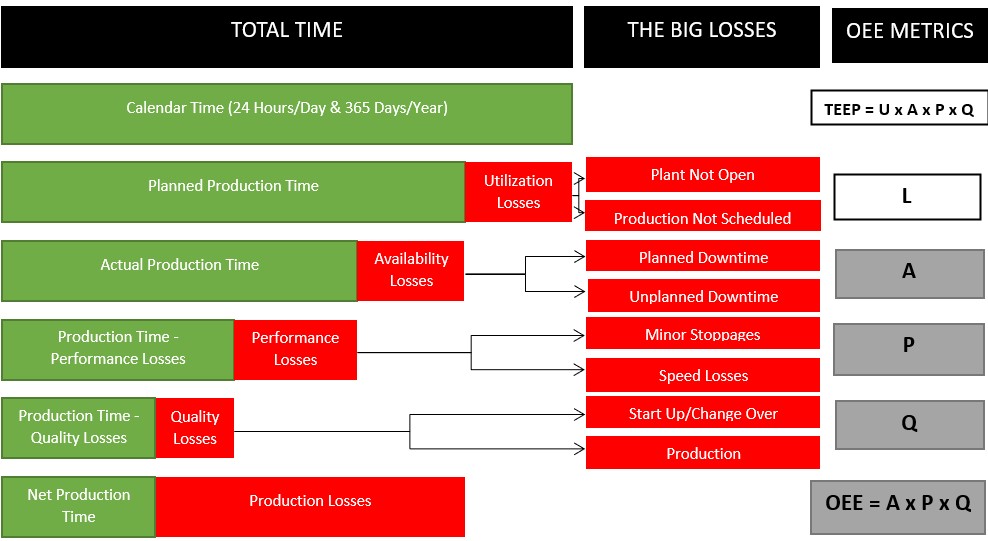
Utilization Losses: –
TEEP (and utilization losses) indicate how much capacity is waiting to be unlocked in your ‘hidden factory’. It shows how much potential can be increased with current equipment. In many cases, reclaiming time from your hidden factory is a faster and less expensive alternative to purchasing new equipment. Utilization losses are usually grouped as plant not open or production not scheduled.
Examples of plant not open losses include:
- Breaks/meals if the production in manual in nature (continuous plants carry on running).
- Night and weekends.
- Public holidays.
Examples of production not scheduled include:
- Lack of market demand.
- Unfavourable economics, e.g., raw material prices too high.
- Lack of feedstock/storage.
Availability Losses: –
Example of unplanned availability losses include:
- Unplanned maintenance.
- General breakdowns.
- Equipment failures.
- Tooling failures.
Example of planned availability losses include:
- Planned maintenance.
- Planned operational downtime, e.g., setup, changeover, cleaning, filter/screen change.
- Warm-up time.
- Major adjustments.
- Material shortages.
- Unofficial breaks or tardiness around shift start/end and breaks.
Performance Losses: –
Example of minor stoppage performance losses include:
- Obstructed product flow.
- Component jams.
- Sensor blocked.
- Delivery blocked.
- Cleaning/checking.
Example of speed performance losses include:
- Under nameplate/design/maximum sustainable rate.
- Low product quality (that requires slower processing).
- Equipment wear.
- Operator inefficiency.
- Operator fatigue
Quality Losses: –
Example of quality losses include:
- Unsellable production such as scrap and rejects.
- Product downgrade.
- Yield losses, possibly fully, partially or not impactable.
- Process upsets/in-process damage.
- In-process expiration.
- Incorrect assembly.
Three methodologies for improving OEE in manufacturing: –
The three most popular manufacturing improvement methodologies are Lean Manufacturing, Six Sigma, and Theory of Constraints. OEE was developed as part of Lean Manufacturing – specifically as part of the powerful and holistic improvement process known as TPM (Total Productive Maintenance).
A Fourth Methodology: IDA
This introduces a simple and universal methodology for driving any improvement activity and shows you how to apply it to OEE. The methodology is known as IDA (Information, Decision, Action).

IDA (Information, Decision, Action) is a simple and highly effective process for improving productivity using information.
IDA emphasizes three factors:
- Information: Information is the foundation and starting point of IDA. Excellent information (i.e., accurate, relevant, and easy-to-understand) is a precondition for effective decision-making.
- Decision: Decisions are the pivot between Information and Action. It is the moment in time when Information is reviewed and a course of Action is decided.
- Action: Action is where theoretical possibilities are transformed into tangible progress; where Decisions are transformed into Results.
IDA is simple and universal. You may have noticed that the equation looks a lot like OEE. Three factors are multiplied together to get an answer:
Availability × Performance × Quality = OEE
Information × Decision × Action = Result
References
www.oee.com
Article By
Tanmay