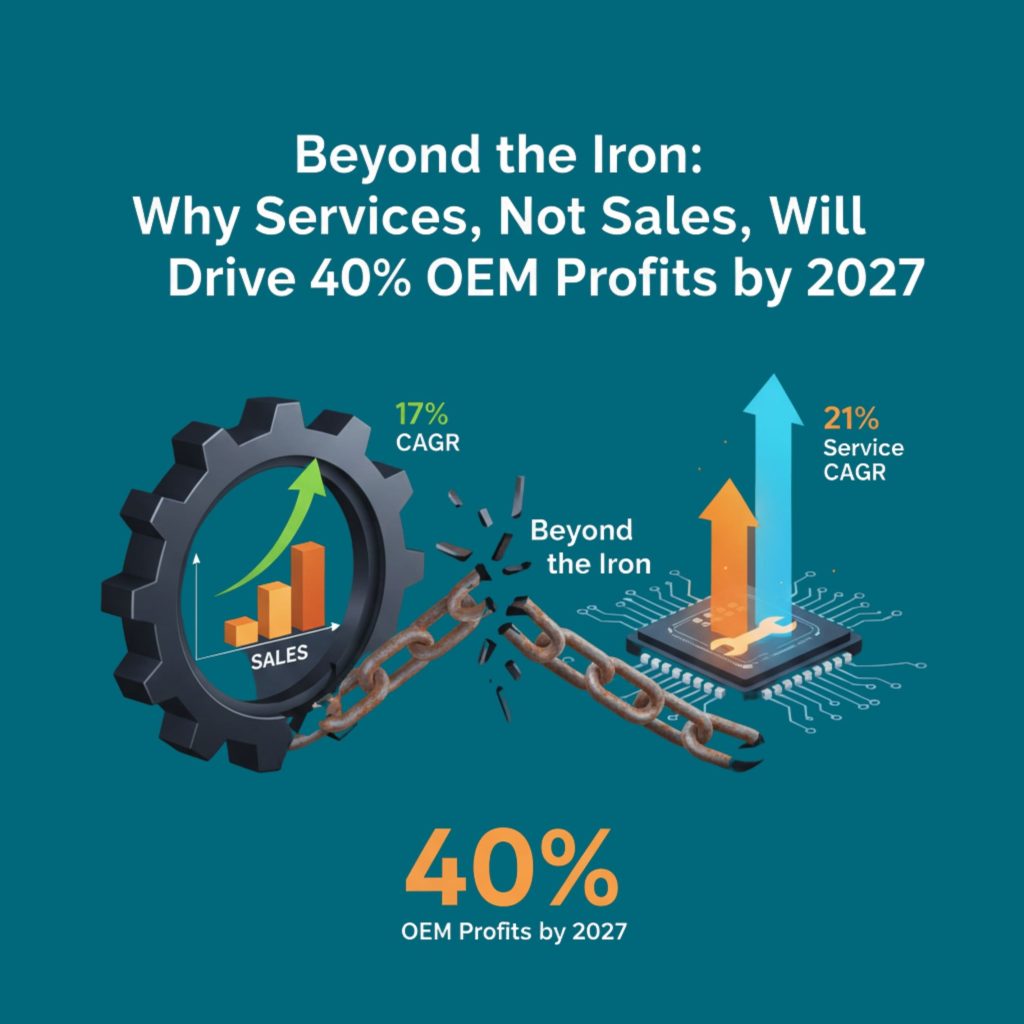
Home > Blogs Insights & Success Stories Blogs Explore expert advice, real-world case studies, and actionable strategies to drive growth and innovation in your business. Blog, CEO Insights January 22, 2026 Beyond the Iron: Why Services, Not Sales, Will Drive 40% of OEM Profits by 2027 Blog December 1, 2025 Why Traditional Operational Models Are Dead- What CEOs Must Do Now Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 Line Balancing Blog, Expert Advice, Industry Insights September 4, 2025 Inventory Management Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 Overall Equipment Effectiveness (OEE) Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 14 Lean Management Principles Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 Supply Chain Design Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 Single minute exchange of die Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 5S Methodology Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 VALUE STREAM MAPPING Blog, Expert Advice, Industry Insights September 4, 2025 Benefits of Lean Manufacturing for Small-Scale Industries Blog, Expert Advice, Industry Insights, Success Story September 4, 2025 The 3M of Lean – MUDA, MURA & MURI Load More Stay Ahead. Subscribe for Expert Insights. Email Subscribe You can unsubscribe at any time using the link in the footer of our emails. View our Privacy Policy.