
Line Balancing
1.0 Line Balancing
Line balancing or Assembly line balancing is a technique used to assign work to the workstations in such a way that optimal continuous production flow is achieved. Line balancing indicates smooth flow of processes where there is minimum WIPs (Work-in-process) for every operation to sustain the production or assembly process. It was introduced by Henry Ford in the early 19th century. They created an assembly line which was pulled on a continuous basis where the assemble is carried out at each stations. Initially in 1913, they took 12hrs and 8mins to assemble the chassis, but it later in 1914, it took only 93mins to assemble a new Model-T in a moving production line.
2.0 Where to use line balancing?
The Line balancing is used in case where there are multiple work stations in an assembly or production line as well as the cycle time and the production flow is to be balanced with the available takt time.
There are few factors that needs to be considered while performing line balancing.
- The individual processing time of workstations should not vary even if several operators are working parallel in the station.
- Understand the precedence of the workflow
3.0 How to perform Line balancing?
Step 1. Define the tasks
The first step is defining all the steps or tasks in the processes involved in production or assembly line.
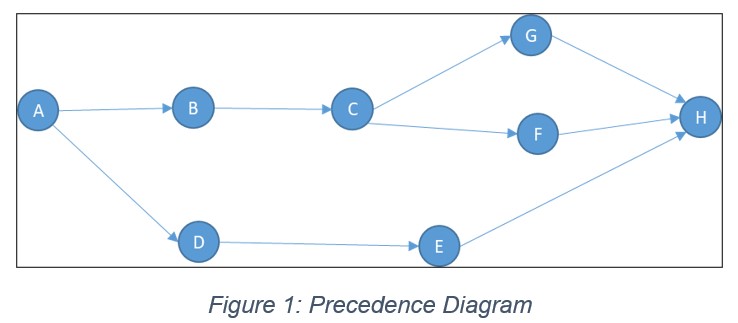
Step 2. Identify Precedence Diagram
List the precedence and relationships of the tasks defined. A precedence diagram will represent the flow of the process using nodes and arrows for activities.
Step 3. Find out the number of workstations.
3.1 Sum of all Cycle times
The sum of cycle times of all tasks are calculated from the precedence table. All the tasks identified in the assembly are taken for calculation.
3.2. Takt time
Takt time is the rate at which units or services needs to be processed in order to meet the rate of customer demand. “Takt” is a German word for “heartbeat” or “rhythm”. So takt time is the output rhythm for the process that needs to be achieved to satisfy the customer demand.

3.3 Number of workstation calculation

Step 4. Selection and assigning tasks to the workstation
After identifying the workstations, select the workstation based on the precedence diagram and workstation tasks group.
Step 5. Understand the efficiency of the line
Based on the current cycle time of the workstation, calculate the efficiency of the line. We can further improve the efficiency on a later stage based on demand.
Step 6. Line Rebalancing
The rebalancing can be done for the improved customer demand in future. The same steps will be continued to rebalance the line for improved customer demand.
Assembly line balancing problems
Assigning tasks to workstations is one of the challenges in an assembly line. Each and every tasks will be having different type of cycle time and type of process requirements.
For having an efficient line, the line should be balanced with minimum Mura(unevenness), Muda (waste) and Muri (overburden)
4.0 An Example of Line balancing
A production line has to produce 300 units in a 9hr shift. The company is running in single shift per day with 2 tea-breaks of 15mins each in morning and afternoon and a 1hr lunch break.
The problem can be solved by using the line balancing technique.
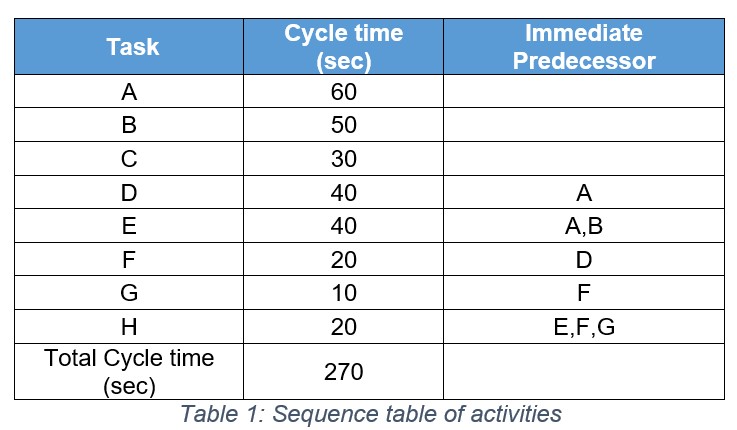
4.1. First understand the tasks and prepared the sequence diagram along with cycle time as provided below and plot the precedence diagram.
4.2 Calculate the available time cycle time for the day.
Shift time per day = 9hrs= 9*60=540mins
Breaks = 1hr +(2*15mins) = 90mins
Available time per day = (540-90)*60= 27000secs/day
Demand per day = 300 units/day

Takt time = 27000/300= 90secs
Therefore,1unit must be produced every 90secs in the assembly line.
4.3 Calculate number of stations
Now the least number of machine in the workstations that needs to be balanced with the takt time of 90sec.
We have the total cycle time of all tasks = 270sec

=270/90 = 3stations
Thus the manager need 3 stations to produce a unit in every 90secs.
4.4 Workstation assignment
The longer operation time integer heuristic method to assign tasks to workstation. The Table 1, shows the workstations and their tasks after balancing the assembly line for a takt of 90secs.
Table 2: Cycle time of individual tasks in workstations
4.5 Identify the flow
The cycle time for individual workstations are plotted in Table 2., to get an understanding on how the cycle time is balanced with respect to target takt time.
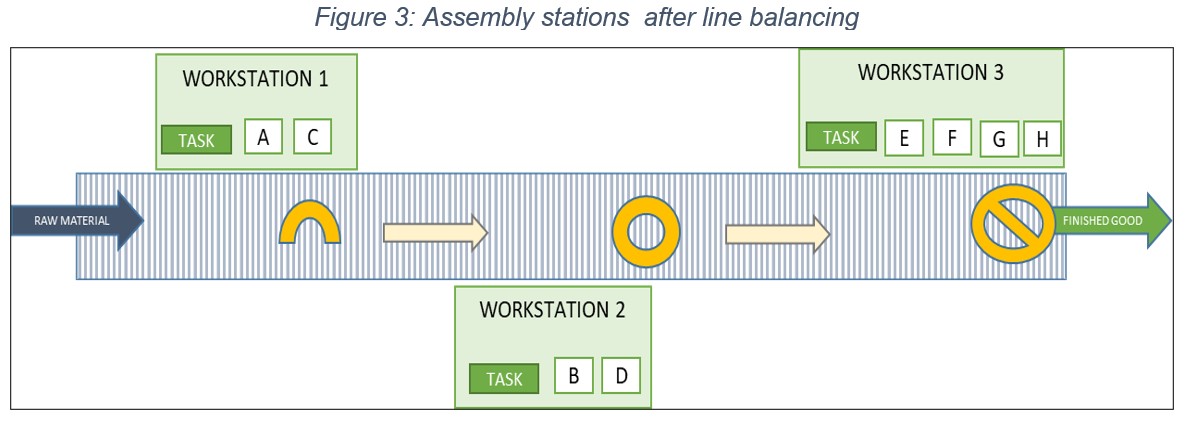
4.6 The final assembly line
The graph shows how the assembly line is balanced with respect to the takt time. The final assembly line will be as shown in the figure 3, below.
Article by:- Ansil Rahman
Reference
- https://www.businessmanagementideas.com/industries/line-balancing-and-its-methods-industries/9218
- https://theinvestorsbook.com/assembly-line-balancing.html
- https://detroithistorical.org/learn/encyclopedia-of-detroit/model-t
- https://www.machinemetrics.com/blog/line-balancing
- https://www.six-sigma-material.com/Line-Balancing.html
- https://kanbanize.com/continuous-flow/takt-time